
|
|
||
| 控制番茄物流及其它过程的扰动。 | 温度控制质量改善至少50% 。 | ||
| 防止番茄酱过热。 | 减小蒸汽消耗。 | ||
| 由于改善了温度的稳定性,减少了设备阻塞。 | 清理和维护量减少。 | ||
| 温度波动和产品密度波动减小。 | 产品质量和生产效率得以改善。 | ||
| 提高了效率和产量。 | 不到一个产季就收回了全部的投资。 |
 |
CyboCon软件中的MFA控制器在番茄进料剧烈波动时,不用前馈,通过调节蒸汽阀门(红色),快速精确地控制温度(绿色)。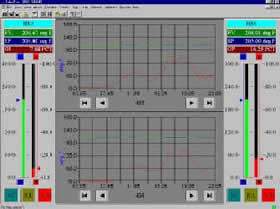
应用实例:MFA在加州伍德兰的Del Monte Foods公司中的应用,发表于《食品工程》杂志
自7月到10月初,工厂一天运行24小时,连续不断地将整车的番茄倒入热粉碎生产线。在短暂的生产季节里,生产的连续性对生产成本来说至关重要,最大的问题是维持热粉碎过程中最佳的工作温度。产品物流由于卸车操作而变化无常,致使热粉碎系统中旋转盘管的温度很不稳定。热粉碎过程的变化包括番茄流量、蒸汽压力、冷凝压力以及进料温度等。其中最大的原因是番茄流量,它可以在几分钟内从0变化到50吨/小时。
调节热粉碎温度的蒸汽阀若用PID回路控制,根本无法在流量断断续续的情况下很好地控制温度。工厂安装了1套含有9个MFA控制器的无模型自适应控制软件CyboCon,用于控制热粉碎生产线的温度。CyboCon同SCADA软件FIX结合并与AB的PLC通讯。
CyboCon的安装仅花了几个小时。PID回路仍保留以便操作人员控制时选择,“但自安装以后,操作员全都选用了CyboCon”,作业长Rick Fenaroli说。生产中温度的波动范围降至+/-2°F以内。整个产季中,9个CyboCon回路没有一个出过故障。该厂经理计划下一步在锅炉控制中采用多输入、单输出控制系统,抑制蒸发器控制中固体变量的波动。